Enkonduko
Ĝis nun,cirkla trikadomaŝinoj estis desegnitaj kaj fabrikitaj por amasa produktado de trikitaj ŝtofoj.La specialaj propraĵoj de trikitaj ŝtofoj, precipe fajnaj ŝtofoj faritaj per la cirkla trikado, igas ĉi tiujn specojn de ŝtofoj taŭgaj por aplikado en vestaĵoj, industriaj teksaĵoj, medicinaj kaj ortopediaj vestaĵoj,aŭtomobilaj teksaĵoj, ŝtrumpoj, geotekstiloj, ktp. La plej gravaj areoj por diskuto en cirkla trikteknologio pliigas produktan efikecon kaj plibonigas ŝtofkvaliton same kiel novajn tendencojn en kvalita vestaĵo, medicinaj aplikoj, elektronikaj vestaĵoj, bonaj ŝtofoj, ktp. Famaj produktadfirmaoj klopodis. evoluoj en cirklaj trikmaŝinoj por etendiĝi en novajn merkatojn.Tekstilaj specialistoj en la trika industrio devas konscii, ke tubformaj kaj senjuntaj ŝtofoj estas tre taŭgaj por diversaj aplikoj ne nur en teksaĵoj sed ankaŭ en medicina, elektronika, agrikulturo, civila kaj aliaj kampoj.
Principoj kaj klasifiko de cirklaj trikmaŝinoj
Estas multaj specoj de cirkla trikmaŝino, kiuj produktas longajn longojn de tubforma ŝtofo fabrikita por specifaj finaj uzoj.Ununura ĵerzo ronda trikmaŝinoestas provizitaj per ununura "cilindro" de pingloj kiu produktas simplajn ŝtofojn, proksimume 30 colojn en diametro.Lanoproduktado pluUnunura ĵerzo ronda trikmaŝinotendencas esti limigita al 20 mezurilo aŭ pli kruda, ĉar tiuj mezuriloj povas uzi duoblajn lanfadenojn.La cilindra sistemo de unu-ĵerza tubforma trikmaŝino estas pruvita en Fig. 3.1.Alia eneca trajto de lanaj ununuraj ĵerzŝtofoj estas ke la ŝtofrandoj tendencas kurbiĝi internen.Ĉi tio ne estas problemo dum la ŝtofo estas en tubforma formo sed unufoje tranĉita malferma povas krei malfacilaĵojn se la ŝtofo ne estas finita ĝuste.Terry-buklomaŝinoj estas la bazo por lanugaj ŝtofoj, kiuj estas produktitaj per trikado de du fadenoj en la saman kudreron, unu muelitan fadenon kaj unu buklofadenon.Ĉi tiuj elstarantaj bukloj tiam estas brositaj aŭ levitaj dum finado, kreante lanugan ŝtofon.Sliver-trikmaŝinoj estas unu-ĵerza ŝtofa kuvo-trikmaŝino, kiuj estis adaptitaj por kapti peceton destabila fibror en la triki strukturon.
Duobla ĵerzo Trikmaŝinoj(Fig. 3.2) estas ununuraj ĵerzaj trikmaŝinoj kun "ciferdisko" kiu enhavas ekstran aron de pingloj poziciigitaj horizontale najbaraj al la vertikalaj cilindropingloj.Ĉi tiu ekstra aro de pingloj permesas la produktadon de ŝtofoj, kiuj estas duoble pli dikaj ol ununuraj ĵerzŝtofoj.Tipaj ekzemploj inkludas interlig-bazitajn strukturojn por subvestoj/baztavolvestoj kaj 1 × 1 ripŝtofoj por gamaŝoj kaj ekstervestaj produktoj.Multe pli fajnaj fadenoj povas esti uzataj, ĉar unuopaj fadenoj ne prezentas problemon por duoblaj ĵerzaj trikaĵoj.
La teknika parametro estas fundamenta por la klasifiko de lycra-ĵerzo cirkla trikmaŝino.La mezurilo estas la interspaco de la pingloj, kaj rilatas al la nombro da pingloj je colo.Ĉi tiu mezurunuo estas indikita per majuskla E.
La ĵerza cirkla trikmaŝino nun havebla de malsamaj fabrikistoj estas ofertitaj en vasta gamo de mezurilaj grandecoj.Ekzemple, plataj litaj maŝinoj estas haveblaj en mezurilgrandecoj de E3 ĝis E18, kaj grand-diametraj cirklaj maŝinoj de E4 ĝis E36.La vasta gamo de mezuriloj renkontas ĉiujn trikajn bezonojn.Evidente, la plej oftaj modeloj estas tiuj kun meza mezurilaj grandecoj.
Ĉi tiu parametro priskribas la grandecon de la laborareo.Sur ĵerza cirkla trikmaŝino, la larĝo estas la funkciiga longo de litoj kiel mezurite de la unua ĝis la lasta kanelo, kaj estas normale esprimita en centimetroj.Sur likra ĵerzo cirkla trikmaŝino, la larĝo estas la lita diametro mezurita en coloj.La diametro estas mezurita sur du kontraŭaj nadloj.Grandaj diametraj cirklaj trikmaŝinoj povas havi larĝon de 60 coloj;tamen, la plej ofta larĝo estas 30 coloj.Mez-diametraj cirklaj trikmaŝinoj havas larĝecon de ĉirkaŭ 15 coloj, kaj la malgrand-diametraj modeloj estas ĉirkaŭ 3 coloj larĝe.
En teknologio de trikmaŝino, la baza sistemo estas la aro de mekanikaj komponantoj, kiuj movas la pinglojn kaj permesas la formadon de la buklo.La produktadrapideco de maŝino estas determinita per la nombro da sistemoj kiujn ĝi enkorpigas, ĉar ĉiu sistemo egalrilatas al levo aŭ malaltiĝomovo de la pingloj, kaj tial, al la formado de kurso.
La sistemaj movoj nomiĝas kamoj aŭ trianguloj (levado aŭ malleviĝo laŭ la rezulta movo de la nadloj).La sistemoj de platlitmaŝinoj estas aranĝitaj sur maŝinkomponento nomita la kaleŝo.La kaleŝo glitas antaŭen kaj malantaŭen sur la lito en reciproka movo.La maŝinmodeloj nuntempe disponeblaj sur la merkato prezentas inter unu kaj ok sistemoj distribuitaj kaj kombinitaj diversmaniere (nombro da vagonoj kaj nombro da sistemoj per vagono).
Cirklaj trikmaŝinoj rotacias en ununura direkto, kaj la diversaj sistemoj estas distribuitaj laŭ la lita cirkonferenco.Pliigante la diametron de la maŝino, tiam eblas pliigi la nombron da sistemoj kaj tial la nombron da kursoj enmetitaj po ĉiu revolucio.
Hodiaŭ, Grandaj cirklaj trikmaŝinoj estas haveblaj kun kelkaj diametroj kaj sistemoj por colo.Ekzemple, simplaj konstruoj kiel la ĵerzokudro povas havi ĝis 180 sistemojn;tamen, la nombro da sistemoj integrigitaj sur grand-diametraj cirklaj maŝinoj normale varias de 42 ĝis 84.
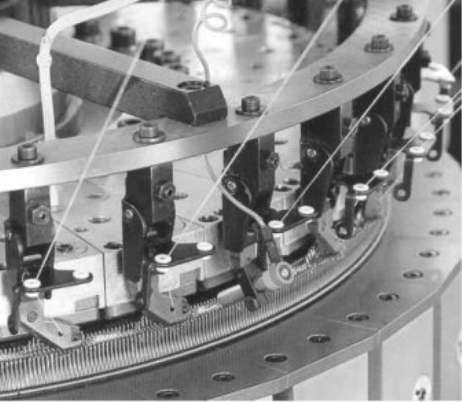
La fadeno nutrita al la pingloj por formi la ŝtofon devas esti transportita laŭ antaŭfiksita vojo de la bobeno al la trikzono.La diversaj movoj laŭ tiu ĉi vojo gvidas la fadenon (fadenaj gvidiloj), ĝustigas la fadenan streĉiĝon (fadenaj streĉaj aparatoj), kaj kontrolas eventualajn fadenrompojn.
La fadeno estas prenita malsupren de la bobeno aranĝita sur speciala tenilo, nomita krelo (se metita apud la maŝino), aŭ rako (se metita super ĝi).La fadeno tiam estas gvidita en la trikzonon tra la fadengvidilo, kio estas tipe malgranda telero kun ŝtala okulkavo por tenado de la fadeno.Por akiri apartajn dezajnojn kiel intarsio kaj vanisé-efektoj, la teksaĵa cirkla maŝino estas ekipita per specialaj fadenaj gvidiloj.
Ŝtrumpoj-trika teknologio
Dum jarcentoj, la produktado de ŝtrumpetoj estis la ĉefzorgo de la trikindustrio.La prototipaj maŝinoj por varpa, cirkla, plata kaj plenmoda trikado estis konceptitaj por triki ŝtrumpojn;tamen, ŝtrumpproduktado estas centrita preskaŭ ekskluzive sur la uzo de malgrand-diametraj cirklaj maŝinoj.La termino "ŝtrumpeto" estas uzata por vestaĵoj, kiuj ĉefe kovras la malsuprajn ekstremaĵojn: kruroj kaj piedoj.Estas bonaj produktoj faritaj elmultifilamentaj fadenojsur trikmaŝinoj kun 24 ĝis 40 nadloj po 25,4 mm, kiel belaj virinaj ŝtrumpoj kaj ŝtrumpoj, kaj krudaj produktoj el ŝpinitaj fadenoj sur trikmaŝinoj kun 5 ĝis 24 nadloj po 25,4 mm, kiel ŝtrumpetoj, genuaj ŝtrumpetoj kaj krudaj ŝtrumpetoj.
Senjuntaj ŝtofoj de fajnŝpuraj sinjorinoj estas trikitaj en simpla strukturo sur unucilindraj maŝinoj kun tenantaj lavujoj.Viraj, sinjorinoj kaj infanaj ŝtrumpetoj kun ripa aŭ purla strukturo estas trikitaj sur duoblaj cilindraj maŝinoj kun reciproka kalkano kaj piedfingro, kiuj estas fermitaj per ligo.Aŭ maleolo aŭ super-bovida ŝtrumpo povas esti produktitaj laŭ tipa maŝinspecifo kun 4-cola diametro kaj 168 pingloj.Nuntempe, la plej multaj senjuntaj ŝtrumpaĵoj estas fabrikitaj sur cirklaj trikmaŝinoj de malgranda diametro, plejparte inter E3.5 kaj E5.0 aŭ pinglo-pasoj inter 76.2 kaj 147 mm.
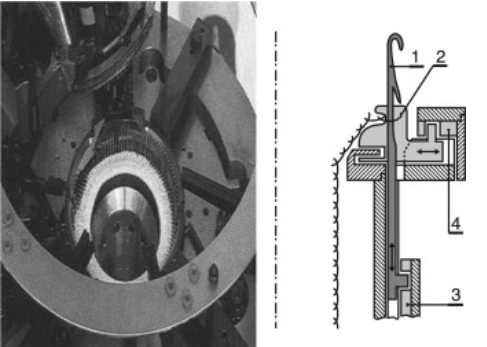
Sportoj kaj neformalaj ŝtrumpetoj en simpla bazstrukturo nun estas kutime trikitaj sur unucilindraj maŝinoj kun tenantaj malsupren-lavujoj.Pli formalaj simplaj ripŝtrumpetoj povas esti trikitaj sur cilindro- kaj duoblaj ripaj maŝinoj nomitaj "veraj ripaj" maŝinoj.Figuro 3.3 prezentas la cifersistemon kaj trikajn elementojn de veraj ripaj maŝinoj.
Afiŝtempo: Feb-04-2023