Enkonduko
Ĝis nun,cirkla trikadomaŝinoj estis desegnitaj kaj fabrikitaj por amasproduktado de trikitaj ŝtofoj. La specialaj ecoj de trikitaj ŝtofoj, precipe fajnaj ŝtofoj faritaj per la cirkla trikadoprocezo, igas ĉi tiujn specojn de ŝtofoj taŭgaj por apliko en vestaĵoj, industriaj tekstiloj, medicinaj kaj ortopediaj vestoj,aŭtomobilaj tekstiloj, ŝtrumpoj, geotekstiloj, ktp. La plej gravaj diskutaj areoj en cirkla trikadoteknologio estas pliigi produktadefikecon kaj plibonigi la ŝtofkvaliton, same kiel novaj tendencoj en kvalitaj vestaĵoj, medicinaj aplikoj, elektronikaj vestoj, fajnaj ŝtofoj, ktp. Famaj fabrikantaj kompanioj okupiĝis pri evoluigoj en cirklaj trikmaŝinoj por etendiĝi al novaj merkatoj. Tekstilaj specialistoj en la trikindustrio devus konscii, ke tubformaj kaj senjuntaj ŝtofoj estas tre taŭgaj por diversaj aplikoj ne nur en tekstiloj, sed ankaŭ en medicinaj, elektronikaj, agrikulturaj, civilaj kaj aliaj kampoj.
Principoj kaj klasifiko de cirklaj trikmaŝinoj
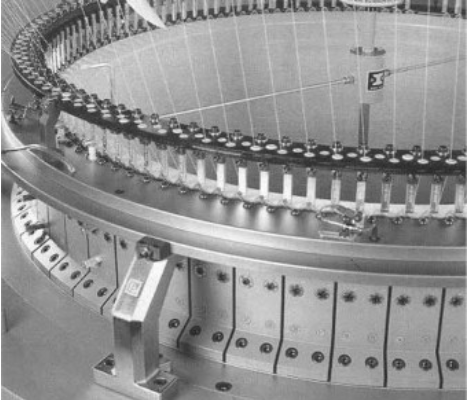
Ekzistas multaj tipoj de cirklaj trikmaŝinoj, kiuj produktas longajn pecojn de tubforma ŝtofo fabrikita por specifaj finuzoj.Unuopa ĵerza ronda trikmaŝinoestas ekipitaj per ununura 'cilindro' de pingloj, kiu produktas simplajn ŝtofojn, ĉirkaŭ 30 colojn en diametro. Lanproduktado surUnuopa ĵerza ronda trikmaŝinoemas esti limigita al 20-mezurila aŭ pli kruda, ĉar ĉi tiuj mezuroj povas uzi duoblajn lanfadenojn. La cilindra sistemo de unu-ĵerzeja tubforma trikmaŝino estas montrita en Fig. 3.1. Alia eneca trajto de lanaj unu-ĵerzejaj ŝtofoj estas, ke la randoj de la ŝtofo emas krispiĝi internen. Ĉi tio ne estas problemo dum la ŝtofo estas en tubforma formo, sed post kiam tranĉita malferme povas krei malfacilaĵojn se la ŝtofo ne estas ĝuste finita. Terry-buklomaŝinoj estas la bazo por lanugaĵaj ŝtofoj, kiuj estas produktitaj per trikado de du fadenoj en la saman kudreron, unu grundfadenon kaj unu buklofadenon. Ĉi tiuj elstarantaj bukloj estas poste brositaj aŭ levitaj dum finpolurado, kreante lanugaĵan ŝtofon. Arĝentaj trikmaŝinoj estas unu-ĵerzejaj ŝtoftubaj trikmaŝinoj, kiuj estis adaptitaj por kapti peceton destabila fibror en la trikitan strukturon.
Duoblaj ĵerzaj trikmaŝinoj(Fig. 3.2) estas unu-ĵerzeaj trikmaŝinoj kun "ciferplato", kiu enhavas ekstran aron de pingloj poziciigitaj horizontale apud la vertikalaj cilindraj pingloj. Ĉi tiu ekstra aro de pingloj ebligas la produktadon de ŝtofoj, kiuj estas duoble pli dikaj ol unu-ĵerzeaj ŝtofoj. Tipaj ekzemploj inkluzivas interserurajn strukturojn por subvestoj/bazaj tavoloj kaj 1 × 1 ripajn ŝtofojn por gamaŝoj kaj eksteraj vestaĵoj. Multe pli fajnaj fadenoj povas esti uzataj, ĉar unu-fadenoj ne prezentas problemon por duoble-ĵerzeaj trikitaj ŝtofoj.
La teknika parametro estas fundamenta por la klasifiko de cirklaj trikmaŝinoj el lycra ĵerseo. La mezurilo estas la interspaco de la pingloj, kaj rilatas al la nombro de pingloj po colo. Ĉi tiu mezurunuo estas indikita per majuskla E.
La ĵerzaj cirklaj trikmaŝinoj nun haveblaj de diversaj fabrikantoj estas ofertitaj en vasta gamo da mezuriloj. Ekzemple, plataj trikmaŝinoj estas haveblaj en mezuriloj de E3 ĝis E18, kaj granddiametraj cirklaj maŝinoj de E4 ĝis E36. La vasta gamo de mezuriloj kontentigas ĉiujn trikbezonojn. Evidente, la plej oftaj modeloj estas tiuj kun mezaj mezuriloj.
Ĉi tiu parametro priskribas la grandecon de la laborareo. Ĉe ĵersea cirkla trikmaŝino, la larĝo estas la funkcianta longo de la litoj mezurita de la unua ĝis la lasta kanelo, kaj estas normale esprimita en centimetroj. Ĉe ĵersea cirkla trikmaŝino el likra triko, la larĝo estas la diametro de la lito mezurita en coloj. La diametro estas mezurata sur du kontraŭaj pingloj. Cirklaj trikmaŝinoj kun granda diametro povas havi larĝon de 60 coloj; tamen, la plej ofta larĝo estas 30 coloj. Cirklaj trikmaŝinoj kun meza diametro havas larĝon de ĉirkaŭ 15 coloj, kaj la modeloj kun malgranda diametro estas ĉirkaŭ 3 colojn larĝaj.
En trikmaŝina teknologio, la baza sistemo estas la aro de mekanikaj komponantoj, kiuj movas la pinglojn kaj permesas la formadon de la buklo. La produktadkvanto de maŝino estas determinita de la nombro da sistemoj, kiujn ĝi inkluzivas, ĉar ĉiu sistemo respondas al levado aŭ mallevado de la pingloj, kaj tial, al la formado de kurso.
La sistemaj movoj nomiĝas kamŝaftoj aŭ trianguloj (levado aŭ mallevado laŭ la rezultanta movo de la pingloj). La sistemoj de plataj maŝinoj estas aranĝitaj sur maŝinkomponento nomata la ĉaro. La ĉaro glitas antaŭen kaj malantaŭen sur la lito en tien-reena movo. La maŝinmodeloj nuntempe haveblaj sur la merkato havas inter unu kaj ok sistemojn distribuitajn kaj kombinitajn laŭ diversaj manieroj (nombro da ĉaroj kaj nombro da sistemoj por ĉaro).
Cirklaj trikmaŝinoj rotacias en ununura direkto, kaj la diversaj sistemoj estas distribuitaj laŭlonge de la cirkonferenco de la lito. Pliigante la diametron de la maŝino, eblas tiam pliigi la nombron de sistemoj kaj tial la nombron de enmetitaj trikmaŝinoj por ĉiu rivoluo.
Hodiaŭ, grandaj cirklaj trikmaŝinoj estas haveblaj kun pluraj diametroj kaj sistemoj po colo. Ekzemple, simplaj konstruoj kiel la ĵerza kudrero povas havi ĝis 180 sistemojn; tamen, la nombro de sistemoj integritaj en granddiametraj cirklaj maŝinoj normale varias de 42 ĝis 84.
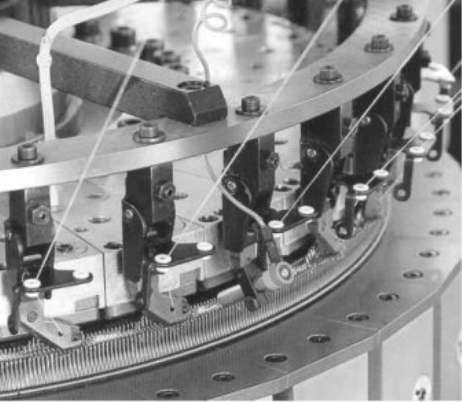
La fadeno, kiu estas enigita en la pinglojn por formi la ŝtofon, devas esti transportata laŭ antaŭdifinita vojo de la bobeno al la trikzono. La diversaj movoj laŭlonge de tiu ĉi vojo gvidas la fadenon (fadengvidiloj), agordas la fadenstreĉon (fadenstreĉiloj), kaj kontrolas eventualajn fadenrompojn.
La fadeno estas prenita malsupren de la bobeno aranĝita sur speciala tenilo, nomata salikorno (se metita apud la maŝino), aŭ rako (se metita super ĝi). La fadeno estas tiam gvidata en la trikzonon tra la fadengvidilo, kiu estas tipe malgranda plato kun ŝtala truo por teni la fadenon. Por atingi specifajn desegnojn kiel intarsio- kaj vanisé-efikojn, la tekstilaj cirklaj maŝinoj estas ekipitaj per specialaj fadengvidiloj.
Ŝtrumpŝtrumpa trikadoteknologio
Dum jarcentoj, la produktado de ŝtrumpoj estis la ĉefa zorgo de la trikindustrio. La prototipaj maŝinoj por varpo, cirkla, plata kaj plene formita trikado estis elpensitaj por trikado de ŝtrumpoj; tamen, la produktado de ŝtrumpoj preskaŭ ekskluzive centriĝas sur la uzo de cirklaj maŝinoj kun malgranda diametro. La termino "ŝtrumpoj" estas uzata por vestaĵoj, kiuj ĉefe kovras la malsuprajn membrojn: krurojn kaj piedojn. Ekzistas bonkvalitaj produktoj faritaj el...multifilamentaj fadenojsur trikmaŝinoj kun 24 ĝis 40 pingloj po 25,4 mm, kiel ekzemple fajnaj virinaj ŝtrumpoj kaj kalsonŝtrumpoj, kaj krudaj produktoj faritaj el ŝpinitaj fadenoj sur trikmaŝinoj kun 5 ĝis 24 pingloj po 25,4 mm, kiel ekzemple ŝtrumpetoj, ĝisgenuaj ŝtrumpetoj kaj krudaj ŝtrumpkalsonoj.
Virinaj fajnmezuraj senjuntaj ŝtofoj estas trikitaj en simpla strukturo sur unucilindraj maŝinoj kun tenantaj platoj. Viraj, virinaj kaj infanaj ŝtrumpetoj kun ripa aŭ renversa strukturo estas trikitaj sur ducilindraj maŝinoj kun reciproka kalkano kaj piedfingro, kiuj estas fermitaj per ligado. Aŭ piedringo aŭ super-la-suro-longa ŝtrumpeto povas esti produktitaj laŭ tipa maŝinspecifo kun 4-cola diametro kaj 168 pingloj. Nuntempe, la plej multaj senjuntaj ŝtrumpproduktoj estas fabrikitaj sur cirklaj trikmaŝinoj de malgranda diametro, plejparte inter E3.5 kaj E5.0 aŭ pinglaj paŝoj inter 76.2 kaj 147 mm.
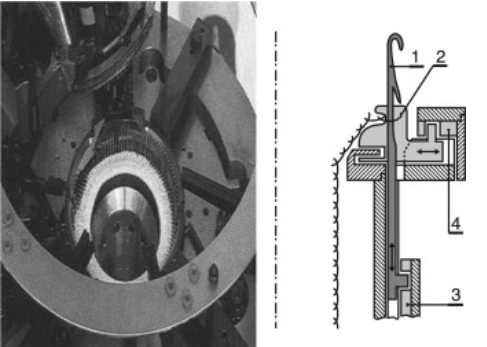
Sportaj kaj neformalaj ŝtrumpetoj kun simpla baza strukturo nun estas kutime trikitaj sur unucilindraj maŝinoj kun tenantaj platoj. Pli formalaj simplaj ripaj ŝtrumpetoj povas esti trikitaj sur cilindraj kaj duoblaj ripaj maŝinoj nomataj "verripaj" maŝinoj. Figuro 3.3 prezentas la ciferdiskan sistemon kaj trikadelementojn de verripaj maŝinoj.
Afiŝtempo: 4-a de februaro 2023